Przestrzegaj norm, przepisów i ustaw obowiązujących w danym kraju.
Maszynowa Produkcja profili
Do ekonomicznej produkcji profili na rąbek stojący można wybrać różne wersje profilarek z programu Schlebach w zależności od wymagań i wielkości profilu. Profilarki EPM-25, MINI-LIGHT, MINI-PROF i MINI-PROF PLUS dostępne są z programu małych maszyn do rąbka stojącego 25 mm. Maszyny serii SPM są również wykorzystywane do produkcji rąbka stojącego 25 lub 32. Należą do nich na przykład maszyny typu SPM, SPM-RS, SPM-LM-QA60 lub w pełni automatyczna wersja SPA. W przypadku większych wysokości profili od 38 mm do 50 mm można zastosować maszyny serii QUADRO. W przypadku pokrycia okrągłych lukarn lub dachów kopułowych, profilowane arkusze muszą być wygięte wypukłym w kolejnym kroku roboczym przed ułożeniem, w zależności od promienia.
Gięcie na okrągło odbywa się na giętarce okrągłej RBM.
Układanie profilowanych arkuszy
Rozróżnia się pokrycia blaszane o ograniczonej długości i pokrycia pasmowe z zależnymi od materiału długościami pasów do 14 m, aw indywidualnych przypadkach nawet dłuższymi. W zależności od zastosowanego materiału, podczas instalacji należy przestrzegać odpowiednich instrukcji producenta oraz krajowych specyfikacji, norm i wytycznych. Firma Schlebach wydała odpowiednie wytyczne montażowe specjalnie dla zastosowania aluminium i stali szlachetnej.
Mocowanie profilowanych blach
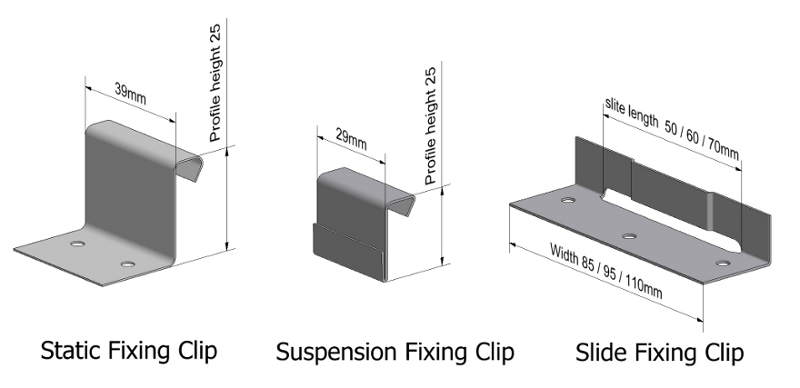
Do mechanicznego mocowania blach profilowanych do podłoża stosuje się tzw. zaciski wraz z odpowiednimi łącznikami, gwoździami lub śrubami. Zaciski mogą być zaprojektowane jako zaciski stałe lub jako zaciski przesuwne, które pochłaniają wydłużenie wzdłużne.
W zależności od materiału pokrycia dachowego i konstrukcji nośnej dostępne są różne wersje klipsów i materiałów montażowych. Więcej informacji można uzyskać od następujących dostawców:
Ilość i rozstaw spinek należy dobrać do lokalnych warunków z uwzględnieniem obciążenia wiatrem budynku. W tym celu należy przedstawić odpowiedni dowód oraz uwzględnić normy i wytyczne specyficzne dla danego kraju.
Mocowanie blach profilowych
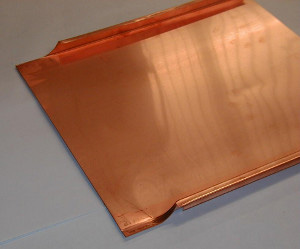
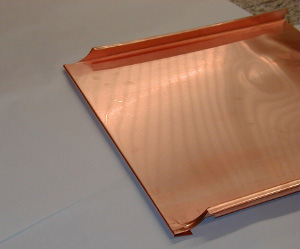
Po zamocowaniu blachy profilowanej za pomocą klipsów, zachodzącą stronę żeńską profilu nakładamy na stronę męską profilu i zaginamy. W zależności od obciążenia i specyfikacji technicznej szew może być wykonany jako prosty szew kątowy lub jako szew kątowy podwójny szew stojący. Można to osiągnąć za pomocą ręcznych zszywarek lub maszyn zszywających z napędem. Schlebach oferuje szwaczki FLITZER , PICCOLO lub SPIDER . W zależności od materiału i rodzaju zaginania maszyny mogą być wyposażone w różne rolki zaginające.
Projekt rąbków, zakończeń krawędzi dachu i otworów
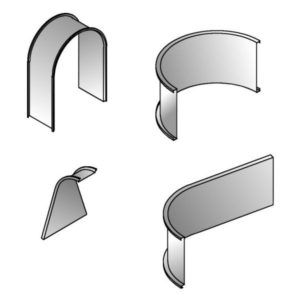
W przypadku rąbków stojących dostępne są odpowiednie rozwiązania dla różnych typów rąbków. Przestrzegać wskazówek producenta materiału oraz odpowiednich zasad i przepisów technicznych. Do okrągłych wykończeń okapów firma Schlebach oferuje dwa mechaniczne i ekonomiczne rozwiązania: KLS i EHA .
Inne szwy i wykończenia są również wytwarzane przez odpowiednią obróbkę blacharską składaną. Produkcja odbywa się w większości na giętarkach ręcznych lub CNC.
Materiał Profile produkowane są głównie z cienkich blach i taśm walcowanych na zimno ze stali nierdzewnej, stali, tytanu, cynku, aluminium i miedzi o grubości mniejszej niż 1,0 mm.